The Digital Backbone: Revolutionizing Manufacturing with ERP Systems
The modern manufacturing landscape is a dynamic, complex, and highly competitive arena. From fluctuating raw material costs and intricate supply chains to ever-increasing customer demands for customization and speed, manufacturers face a myriad of challenges daily. In this environment, efficiency, visibility, and agility are not just buzzwords; they are the bedrock of survival and growth. This is where Enterprise Resource Planning (ERP) systems step in, acting as the digital backbone that integrates and streamlines every facet of a manufacturing operation.
An ERP system is far more than just a software package; it is a strategic business tool that can transform how a manufacturing company operates, thinks, and innovates. By unifying disparate processes and providing a single source of truth, ERP empowers manufacturers to overcome operational bottlenecks, optimize resource utilization, reduce costs, and ultimately, gain a decisive competitive advantage. This article delves deep into the world of ERP for manufacturing, exploring its core components, benefits, implementation considerations, and future trajectory.
What is an ERP System in the Manufacturing Context?
At its core, an ERP system is an integrated suite of business management software applications that allows an organization to manage and automate many back-office functions related to technology, services, and human resources. For manufacturing companies, this definition expands to encompass the entire production lifecycle, from initial design and raw material procurement to final product delivery and after-sales service.
Unlike standalone departmental software, an ERP system consolidates data from various functions – such as production planning, inventory management, supply chain, finance, sales, and human resources – into a single, centralized database. This integration eliminates data silos, reduces manual data entry errors, and provides real-time insights across the entire organization. In essence, it creates a unified operational picture, enabling better decision-making and more coordinated actions.
Why Manufacturing Companies Need ERP: Addressing Industry Pain Points
The specific challenges faced by manufacturers highlight the imperative need for a robust ERP system:
- Fragmented Data and Lack of Visibility: Many manufacturers operate with disparate systems for different functions, leading to isolated data, inconsistent information, and a lack of a holistic view of operations. This makes it difficult to track orders, manage inventory accurately, or assess overall performance.
- Inefficient Production Planning and Scheduling: Manual or outdated planning methods often result in suboptimal production schedules, material shortages, overproduction, and increased lead times, directly impacting profitability and customer satisfaction.
- Inventory Management Woes: Balancing the cost of holding inventory with the risk of stockouts is a perpetual challenge. Inaccurate inventory counts, slow-moving stock, and inefficient warehouse processes tie up capital and lead to waste.
- Supply Chain Disruptions: Managing a complex web of suppliers, logistics, and fluctuating demand requires precise coordination. Without real-time insights, manufacturers are vulnerable to disruptions that can halt production and delay deliveries.
- Quality Control and Compliance: Maintaining product quality and adhering to industry-specific regulations (e.g., ISO, FDA) can be challenging without integrated processes for tracking, inspection, and documentation.
- Cost Management and Profitability Analysis: Accurately costing products, understanding production overheads, and identifying areas for cost reduction is difficult when financial data is not directly linked to operational data.
- Customer Expectations: Modern customers demand faster delivery, higher quality, and personalized products. Meeting these expectations requires agile operations and efficient order fulfillment.
- Scalability and Growth: As a company grows, its processes become more complex. Legacy systems often struggle to keep pace, hindering expansion and market responsiveness.
An ERP system directly addresses these pain points by providing the tools and integration necessary to transform these challenges into opportunities for improvement and growth.
Core Modules of ERP for Manufacturing
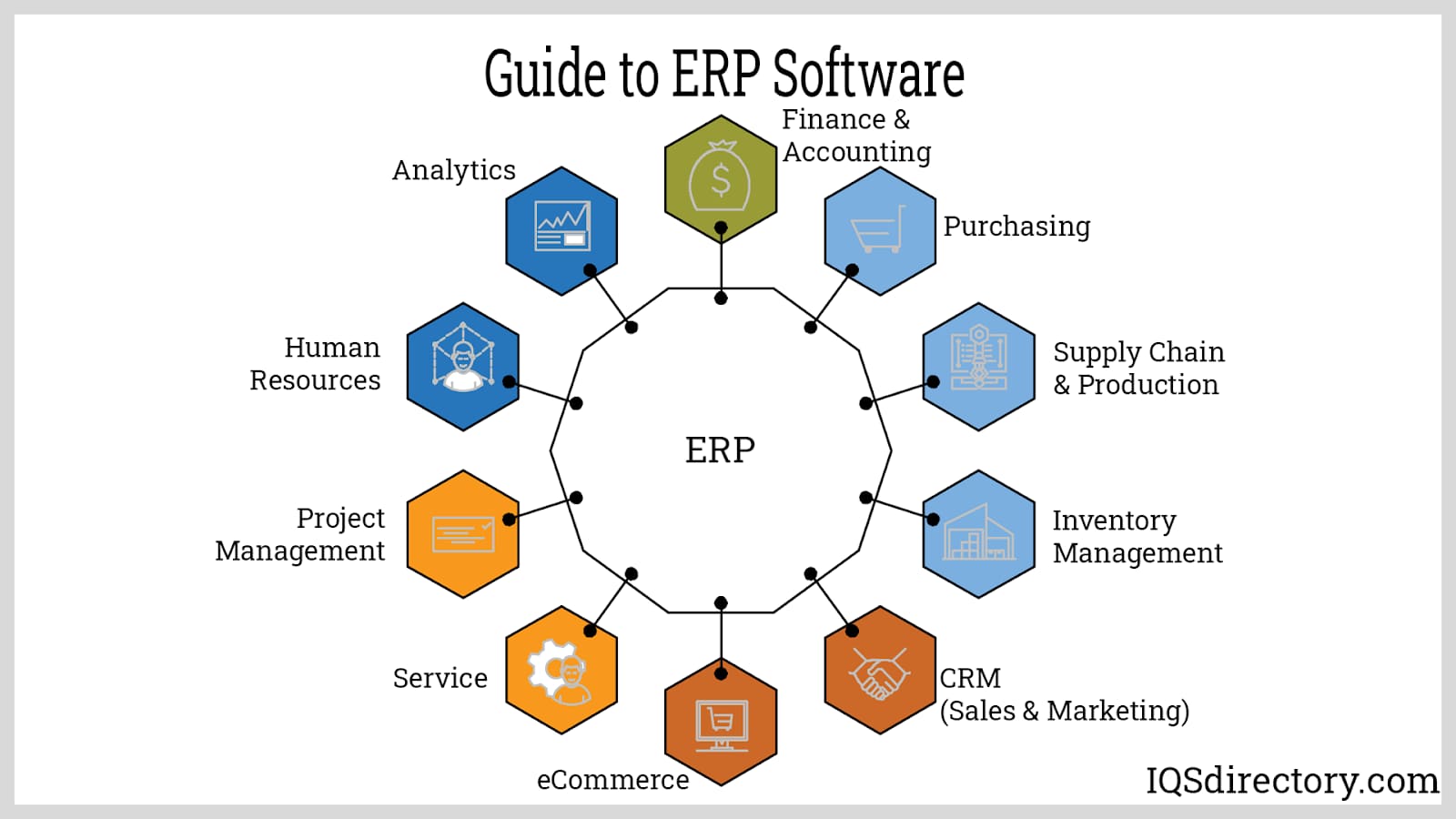
A typical ERP system designed for manufacturing encompasses several integrated modules, each addressing a specific business function:
- Production Planning and Scheduling (MRP – Material Requirements Planning): This is perhaps the most critical module for manufacturers. It helps plan production orders, manage work-in-progress (WIP), and optimize machine and labor utilization. MRP functionality ensures that the right materials are available at the right time for production, preventing delays and optimizing inventory levels. It considers bills of material (BOMs), routing, capacity planning, and demand forecasts to create efficient production schedules.
- Inventory Management: This module tracks raw materials, components, WIP, and finished goods across multiple locations. It provides real-time visibility into stock levels, helps manage inventory valuation, automates reorder points, and supports various inventory strategies like Just-In-Time (JIT) or make-to-stock. Effective inventory management reduces carrying costs, minimizes waste, and prevents stockouts.
- Shop Floor Control/Execution: This module monitors and manages activities on the factory floor. It tracks production orders, machine status, labor hours, and actual output against planned targets. Data collected from the shop floor (often through integrations with IoT devices or manual input) provides real-time insights into production progress, identifies bottlenecks, and calculates key performance indicators (KPIs) like Overall Equipment Effectiveness (OEE).
- Quality Management (QM): Ensuring product quality is paramount. The QM module facilitates quality control processes, including inspections at various stages (incoming materials, in-process, final product), non-conformance reporting, corrective and preventive actions (CAPA), and traceability. It helps maintain compliance with industry standards and reduces defects and rework.
- Supply Chain Management (SCM): This module manages the entire flow of goods and services, from raw material procurement to finished product delivery. It includes supplier management, purchasing, logistics, warehousing, and often integrates with supplier and customer systems for seamless communication and collaboration.
- Financial Management: The backbone of any business, this module handles all financial transactions, including general ledger, accounts payable, accounts receivable, fixed asset management, budgeting, costing, and financial reporting. For manufacturers, it provides crucial insights into production costs, profitability by product line, and overall financial health.
- Sales and Customer Relationship Management (CRM): This module manages the entire sales cycle, from lead generation and quoting to order entry, fulfillment, and customer service. It helps track customer interactions, manage sales forecasts, and improve customer satisfaction by providing accurate order status and delivery information.
- Human Resources (HR): While sometimes less emphasized in manufacturing-specific discussions, the HR module manages employee data, payroll, time and attendance, benefits, and performance management. It ensures efficient workforce management, especially crucial in labor-intensive manufacturing environments.
- Product Lifecycle Management (PLM): Often integrated with or offered as a component of ERP, PLM manages a product’s entire lifecycle from conception, design, and engineering through manufacturing, service, and disposal. It helps manage CAD files, BOMs, engineering changes, and ensures consistent product data across departments.
- Business Intelligence (BI) and Reporting: This module provides tools for data analysis, reporting, and dashboard creation. It aggregates data from all other modules to offer actionable insights into operational performance, financial trends, sales patterns, and more, enabling data-driven decision-making.
Key Benefits of Implementing ERP in Manufacturing
The integration of these modules translates into tangible benefits that directly impact a manufacturing company’s bottom line and strategic position:
- Improved Operational Efficiency: By automating routine tasks, streamlining workflows, and eliminating redundant data entry, ERP significantly boosts productivity across all departments, from the shop floor to the back office.
- Enhanced Visibility and Real-Time Insights: A single, centralized database provides a comprehensive, real-time view of operations. Managers can track inventory levels, production progress, sales performance, and financial metrics at any given moment, enabling proactive decision-making.
- Optimized Inventory Management: ERP helps reduce inventory carrying costs by accurately forecasting demand, optimizing reorder points, and minimizing obsolete stock. It ensures that the right materials are available when needed, preventing costly production delays.
- Better Production Planning and Scheduling: With advanced planning capabilities, manufacturers can create more realistic and efficient production schedules, optimize machine utilization, minimize changeovers, and improve on-time delivery rates.
- Reduced Operational Costs: Through increased efficiency, reduced waste, optimized inventory, and better resource allocation, ERP directly contributes to lower operating expenses and improved profitability.
- Improved Quality Control and Compliance: Integrated quality management tools help enforce quality standards, track defects, manage corrective actions, and maintain detailed audit trails, ensuring regulatory compliance and enhancing product reputation.
- Strengthened Supply Chain Management: ERP facilitates better collaboration with suppliers, optimizes procurement processes, and provides insights into supplier performance, leading to more resilient and efficient supply chains.
- Enhanced Customer Satisfaction: Faster order fulfillment, accurate delivery estimates, improved product quality, and responsive customer service, all enabled by ERP, lead to happier, more loyal customers.
- Data-Driven Decision Making: With robust reporting and business intelligence tools, executives and managers can make informed decisions based on accurate, up-to-date data rather than intuition or fragmented information.
- Scalability and Agility: ERP systems are designed to scale with the business. As a manufacturing company grows, adds new product lines, or expands into new markets, the ERP system can adapt to support these changes, providing the agility needed to respond to market shifts.
Challenges and Considerations for ERP Implementation
While the benefits are compelling, implementing an ERP system is a significant undertaking that comes with its own set of challenges:
- High Upfront Costs: ERP systems, especially for large enterprises, can involve substantial investments in software licenses, hardware (for on-premise solutions), implementation services, and training.
- Complexity and Duration: ERP projects are inherently complex, often requiring significant time (months to years) and resources to implement. They involve intricate data migration, system configuration, and integration with existing tools.
- Data Migration: Transferring historical data from legacy systems to the new ERP can be a painstaking and error-prone process. Data cleansing and validation are critical for success.
- User Adoption and Change Management: Resistance to change from employees is common. Adequate training, clear communication, and strong leadership are essential to ensure user adoption and maximize the system’s potential.
- Customization vs. Standardization: While ERP offers flexibility, excessive customization can increase costs, complicate upgrades, and deviate from best practices. Finding the right balance is crucial.
- Vendor Selection: Choosing the right ERP vendor and solution is critical. Manufacturers must consider industry-specific functionality, vendor reputation, support services, and the system’s scalability.
- Integration with Existing Systems: Integrating ERP with other specialized systems (e.g., CAD/CAM, MES, IoT platforms) can be complex and requires careful planning.
- Disruption to Operations: The implementation process can cause temporary disruptions to daily operations. Careful planning and phased rollouts can mitigate this risk.
Choosing the Right ERP System for Your Manufacturing Company
Selecting an ERP system is a strategic decision that should align with your business goals. Here are key considerations:
- Define Your Requirements: Clearly outline your current pain points, desired functionalities, and long-term strategic objectives. Prioritize what’s most critical for your operations.
- Industry-Specific Solutions: Look for ERP vendors that offer solutions tailored to your specific manufacturing industry (e.g., discrete, process, make-to-order, make-to-stock). These often come with pre-built functionalities that address industry nuances.
- Scalability: Choose a system that can grow with your company, accommodating increased users, new product lines, and expanded operations without requiring a complete overhaul.
- Cloud vs. On-Premise:
- Cloud ERP (SaaS): Offers lower upfront costs, faster deployment, automatic updates, and remote accessibility. It’s managed by the vendor, reducing internal IT burden.
- On-Premise ERP: Provides more control over customization and data, but requires significant internal IT resources for maintenance, upgrades, and security.
- Vendor Reputation and Support: Research vendor track records, customer reviews, and the quality of their support services. A strong partnership with your vendor is vital for long-term success.
- Total Cost of Ownership (TCO): Beyond initial licensing, consider ongoing costs such as maintenance, upgrades, training, and potential customization.
- Integration Capabilities: Ensure the ERP system can seamlessly integrate with your existing critical software and hardware (e.g., shop floor machinery, CAD software).
- User-Friendliness: A system that is intuitive and easy to use will significantly improve user adoption rates and reduce training time.
The Future of ERP in Manufacturing: Industry 4.0 and Beyond
The evolution of ERP in manufacturing is inextricably linked with the advent of Industry 4.0 and emerging technologies:
- Artificial Intelligence (AI) and Machine Learning (ML): ERP systems are increasingly leveraging AI/ML for predictive analytics (e.g., demand forecasting, predictive maintenance), anomaly detection, and process optimization. This allows for more intelligent automation and decision support.
- Internet of Things (IoT): Integration with IoT devices on the shop floor provides real-time data on machine performance, production status, and environmental conditions. This data feeds directly into the ERP for enhanced visibility and operational control.
- Cloud Dominance: Cloud-based ERP solutions will continue to grow in popularity due to their flexibility, scalability, lower TCO, and ease of access.
- Mobile ERP: Manufacturers will increasingly rely on mobile access to ERP data for shop floor managers, sales teams, and remote workers, enabling real-time decision-making on the go.
- Blockchain for Supply Chain Transparency: While still nascent, blockchain technology holds promise for enhancing supply chain transparency, traceability, and security within ERP frameworks.
- Digital Twins: Creating virtual replicas of physical assets, processes, or products, digital twins will integrate with ERP to simulate scenarios, optimize performance, and predict outcomes before physical implementation.
These advancements are transforming ERP from a system of record into an intelligent, predictive, and proactive operational hub, empowering manufacturers to navigate the complexities of the future with greater confidence and agility.
Conclusion
For manufacturing companies striving for operational excellence, competitive advantage, and sustainable growth, an ERP system is no longer a luxury but a strategic imperative. By integrating disparate functions, providing real-time visibility, and enabling data-driven decision-making, ERP empowers manufacturers to streamline operations, optimize resources, reduce costs, and ultimately, deliver superior products to their customers.
While the journey of ERP implementation presents challenges, careful planning, thorough vendor selection, robust change management, and a clear vision can ensure a successful transformation. As technology continues to evolve, the capabilities of ERP systems will only expand, cementing their role as the indispensable digital backbone for the manufacturing enterprise of today and tomorrow. Investing in the right ERP system is not just an IT project; it’s an investment in the future resilience, efficiency, and innovation of your manufacturing business.